
导读:随着日益增长的低碳减排需求,氢的绿色制取技术受到广泛重视,利用可再生能源进行电解水制氢是目前众多氢气来源方案中碳排放最低的工艺。氢气在储能、化工、冶金、分布式发电等领域的推广应用,成为控制温室气体排放、减缓全球温度上升的有效途径之一。坚持氢能绿色利用的初衷,积极发展以质子交换膜电解水制氢为代表的绿氢制备技术,实现与可再生能源的融合发展。

中国工程院衣宝廉院士科研团队在中国工程院院刊《中国工程科学》撰文,梳理了氢能需求和规划的进展、电解水制氢的示范项目情况,重点分析了电解水制氢技术,涵盖技术分类、碱水制氢应用、质子交换膜电解水制氢。文章认为,提升电催化剂活性、提高膜电极中催化剂的利用率、改善双极板表面处理工艺、优化电解槽结构,有助于提高质子交换膜电解槽的性能并降低设备成本;质子交换膜电解水制氢技术的运行电流密度高、能耗低、产氢压力高,适应可再生能源发电的波动性特征、易于与可再生能源消纳相结合,是电解水制氢的适宜方案。文章结合氢储运与电解制氢的技术特征研判、我国输氢需求,提出发展建议:利用西北、西南、东北等区域丰富的可再生能源,通过电解水制氢产生高压氢;氢送入天然气管网,然后在用氢端从天然气管道取气、重整制氢,由此构成绿色制氢与长距离输送的系统解决方案。
一、前言
回顾人类所消耗的能源形式,远古时代的钻木取火、农耕时代开始使用的煤炭、工业时代大规模应用的石油与天然气,这些能源载体的变化体现了减碳加氢、碳氢比降低的趋势。当前,我国碳达峰、碳中和发展目标的提出,将进一步提速减碳的过程。氢气作为零碳的能源载体,正在得到越来越多的关注:2050年世界上20%的CO2减排可以通过氢能替代完成,氢能消费将占世界能源市场的18%。
氢利用的途径主要是燃料电池移动动力、分布式电站、化工加氢,新兴发展的是氢燃料汽轮机、氢气冶金等。氢能的利用需要从制氢开始,由于氢气在自然界极少以单质形式存在,需要通过工业过程制取。氢气的来源分为工业副产氢、化石燃料制氢、电解水制氢等途径,差别在于原料的再生性、CO2排放、制氢成本。目前,世界上超过95%的氢气制取来源于化石燃料重整,生产过程必然排放CO2;约4%~5%的氢气来源于电解水,生产过程没有CO2排放。制氢过程按照碳排放强度分为灰氢(煤制氢)、蓝氢(天然气制氢)、绿氢(电解水制氢、可再生能源)。氢能产业发展初衷是零碳或低碳排放,因此灰氢、蓝氢将会逐渐被基于可再生能源的绿氢所替代,绿氢是未来能源产业的发展方向。
近年来,可再生能源电解水制氢在国际上呈现快速发展态势,许多国家已经开始设定氢能在交通领域之外的工业、建筑、电力等行业发展目标,在政府规划、应用示范等方面都有积极表现。本文主要就制备绿氢的电解水制氢技术开展分析和展望,研究绿色制氢与长距离输送的系统解决方案,为我国能源换代发展提供思路参考。
二、氢能发展态势分析
2.1、氢能需求
欧洲清洁氢能联盟认为,氢能在能源转型过程中的作用主要有:实现大规模、高效可再生能源的消纳,在不同行业和地区间进行能量再分配,充当能源缓冲载体以提高能源系统韧性,降低交通运输过程中的碳排放,降低工业用能领域的碳排放,代替焦炭用于冶金工业,降低建筑采暖的碳排放。
从效率上看,氢利用的首选是燃料电池,氢燃料电池技术的突破带动了氢的市场需求。以氢为燃料的质子交换膜(PEM)燃料电池技术逐渐成熟,正在朝着产业化方向发展。日本丰田汽车公司2014年开始销售氢燃料电池汽车(Mirai),累计销售超过1×104辆;韩国现代汽车公司的燃料电池汽车销售数量也相当。在亚洲汽车市场的率先推动下,世界燃料电池汽车市场开始蓬勃发展,2019年世界燃料电池汽车保有量约为2.52×104辆,年销售量约1.24×104辆。鉴于燃料电池乘用车在商业化初期面临加氢困难等问题,我国规划提出将燃料电池首先应用于商用车,这一发展路径获得业界广泛认可,目前已有超过6000辆燃料电池商用车投入运行。
氢能在非道路运输方面的应用正在推广。2018年,法国阿尔斯通集团生产的燃料电池列车在德国投入运营,英国、荷兰等国也在积极发展氢动力列车。中国中车股份有限公司2019年在广东佛山开始运行燃料电池有轨电车,同时开展氢燃料列车方案的探索研究。
家庭热电联供和工业应用也增加了对低碳氢的需求。低碳工业对氢的需求量最大,尤其是炼油、化工、钢铁制造等行业,采用低碳氢替代高碳氢将是在短期内扩大需求、减少温室气体排放的契机。国际上正进行低碳氢用于炼油、甲醇及氨生产的试验。电解制氢在钢铁行业的应用规模正在加快扩展,在无需对现有直接还原炼钢炉进行重大改造的条件下,氢气可替代35%的天然气使用;还提出了氢气与天然气混合应用的过渡性策略,以加快推进利用纯氢直接还原炼铁的进度,这对氢的储运方式将产生重要的影响。
2.2、氢能产业规划
欧盟规定了电解槽制氢响应时间小于5s,目前只有PEM电解水技术可达到这一要求。因此,欧盟规划了PEM电解水制氢来逐渐取代碱性水电解制氢的发展路径:2020年7月,欧盟委员会发布了涉及氢能的战略规划,重点发展利用风能、太阳能等再生能源来生产可再生氢;2020—2024年,支持安装超过6 GW的可再生氢电解槽,产氢量达1.0×106 t;2025—2030年,建设40 GW的可再生氢电解槽,产氢量达1.0×107 t;2030—2050年,可再生氢产业成熟,在众多难以脱碳的行业(如航空、海运、货运交通等)进行大规模应用。此外,德国2020年颁布了《国家氢能战略》,提出以可再生氢为重点,规划布局德国绿氢制造。
美国既重提煤的高效利用,也积极推动氢能的研发与应用。美国能源部(DOE)提出H2@Scale 规划,推进氢的规模化应用。2019年,DOE大幅提高了对不同电解制氢材料与技术类研发项目的支持力度;2020年,在H2@Scale规划中支持3M、Giner、ProtonOnsite等公司开展PEM电解槽制造与规模化技术研发,涉及吉瓦级PEM电解槽的析氧催化剂、电极、低成本PEM电解槽组件及放大工艺,资助金额均超过400万美元。这表明,美国在制氢规模化方面偏重PEM电解的技术路线。另外,DOE支持了氢冶金、氢与天然气混合输送等技术研发,为氢的规模化应用作全面准备。
2.3、电解水制氢的示范进展
在市场化进程方面,碱水电解(AWE)作为最为成熟的电解技术占据着主导地位,尤其是一些大型项目的应用。AWE采用氢氧化钾(KOH)水溶液为电解质,以石棉为隔膜,分离水产生氢气和氧气,效率通常在70%~80%。一方面,AWE在碱性条件下可使用非贵金属电催化剂(如Ni、Co、Mn等),因而电解槽中的催化剂造价较低,但产气中含碱液、水蒸气等,需经辅助设备除去;另一方面,AWE难以快速启动或变载、无法快速调节制氢的速度,因而与可再生能源发电的适配性较差。我国AWE装置的安装总量为1500~2000套,多数用于电厂冷却用氢的制备,国产设备的最大产氢量为1000 Nm3/h。国内代表性企业有中国船舶集团有限公司第七一八研究所、苏州竞立制氢设备有限公司、天津市大陆制氢设备有限公司等,代表性的制氢工程是河北建投新能源有限公司投资的沽源风电制氢项目(4 MW)。
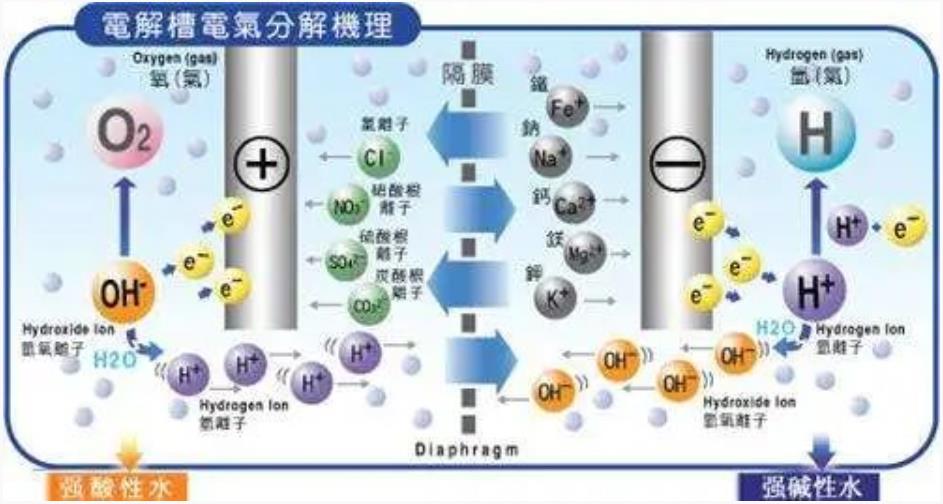
图 1 碱性液体水电解原理示意图
由于PEM电解槽运行更加灵活、更适合可再生能源的波动性,许多新建项目开始转向选择PEM电解槽技术。过去数年,欧盟、美国、日本企业纷纷推出了PEM电解水制氢产品,促进了应用推广和规模化应用,ProtonOnsite、Hydrogenics、Giner、西门子股份公司等相继将PEM电解槽规格规模提高到兆瓦级。其中,ProtonOnsite公司的PEM水电解制氢装置的部署量超过2000套(分布于72个国家和地区),拥有全球PEM水电解制氢70%的市场份额,具备集成10 MW以上制氢系统的能力;Giner公司单个PEM电解槽规格达5MW,电流密度超过3 A/cm2,50 kW水电解池样机的高压运行累计时间超过 1.5×105 h。
当前,国际上在建的电解制氢项目规模增长显著。2010 年前后的多数电解制氢项目规模低于0.5 MW,而 2017—2019 年的项目规模基本为 1~5 MW;日本 2020 年投产了 10 MW 项目,加拿大正在建设 20 MW 项目。德国可再生能源电解制氢的“Power to Gas”项目运行时间超过 10 a;2016 年西门子股份公司参与建造的 6 MW PEM 电解槽与风电联用电解制氢系统,年产氢气 200 t,已于 2018 年实现盈利;2019 年德国天然气管网运营商 OGE 公司、Amprion 公司联合实施 Hybridge 100 MW 电解水制氢项目,计划将现有的 OGE 管道更换为专用的氢气管道。2019 年,荷兰启动了 PosHYdon 项目,将集装箱式制氢设备与荷兰北海的电气化油气平台相结合,探索海上风电制氢的可行性。
三、电解水制氢技术分类
在技术层面,电解水制氢主要分为AWE、PEM水电解,固体聚合物阴离子交换膜(AEM)水电解、固体氧化物(SOE)水电解。
其中,AWE是最早工业化的水电解技术,已有数十年的应用经验,最为成熟;PEM电解水技术近年来产业化发展迅速,SOE水电解技术处于初步示范阶段,而AEM水电解研究刚起步。从时间尺度上看,AWE技术在解决近期可再生能源的消纳方面易于快速部署和应用;但从技术角度看,PEM电解水技术的电流密度高、电解槽体积小、运行灵活、利于快速变载,与风电、光伏(发电的波动性和随机性较大)具有良好的匹配性。随着PEM电解槽的推广应用,其成本有望快速下降,必然是未来5~10 年的发展趋势。SOE、AEM水电解的发展则取决于相关材料技术的突破情况。
四、PEM电解水制氢技术分析
PEM水电解槽采用PEM传导质子,隔绝电极两侧的气体,避免AWE使用强碱性液体电解质所伴生的缺点。PEM水电解槽以PEM为电解质,以纯水为反应物,加之PEM的氢气渗透率较低,产生的氢气纯度高,仅需脱除水蒸气;电解槽采用零间距结构,欧姆电阻较低,显著提高电解过程的整体效率,且体积更为紧凑;压力调控范围大,氢气输出压力可达数兆帕,适应快速变化的可再生能源电力输入。因此,PEM电解水制氢是极具发展前景的绿色制氢技术路径。
也要注意到,PEM水电解制氢的瓶颈环节在于成本和寿命。电解槽成本中,双极板约占48%,膜电极约占10%。当前PEM国际先进水平为:单电池性能为2 A·cm–2@2 V,总铂系催化剂载量为 2~3 mg/cm2 ,稳定运行时间为 6×104 ~8×104 h,制氢成本约为每千克氢气 3.7 美元。降低 PEM 电解槽成本的研究集中在以催化剂、PEM 为基础材料的膜电极,气体扩散层,双极板等核心组件。
4.1、电催化剂
由于PEM电解槽的阳极处于强酸性环境(pH≈2)、电解电压为1.4~2.0 V,多数非贵金属会腐蚀并可能与PEM中的磺酸根离子结合,进而降低PEM传导质子的能力。PEM 电解槽的电催化剂研究主要是Ir、Ru等贵金属/氧化物及其二元、三元合金/混合氧化物,以钛材料为载体的负载型催化剂。
按照技术规划目标,膜电极上的铂族催化剂总负载量应降低到0.125 mg/cm2,而当前的阳极铱催化剂载量在1 mg/cm2量级,阴极Pt/C催化剂的Pt 载量约为0.4~0.6 mg/cm2 。意大利研究团队制备的 Ir0.7Ru0.3Ox 催化剂在阳极催化剂总载量为1.5 mg/cm2时,电解池性能可达3.2 A·cm–2@1.85 V。Giner公司研究团队制备出的 Ir0.38/WxTi1-xO2 催化剂在Ir载量为0.4 mg/cm2时的全电池性能达到2 A·cm–2@1.75V,Ir用量仅为传统电极的1/5。
Ru 的电催化析氧活性高于 Ir,但稳定性差;通过与 Ir 形成稳定合金可提高催化剂的活性与稳定性。中国科学院大连化学物理研究所制备的 Ir0.6Sn0.4 催化剂,在全电解池测试中的性能为 2 A·cm–2@1.82 V;IrSn 可形成稳定的固溶体结构,与 Sn 形成合金的过程提高了 Ir 的分散性,有助于降低 Ir 载量。
美国可再生能源国家实验室、Giner 公司合作研发了多种金属有机框架(MOF)材料催化剂,价格仅为传统催化剂的 1/20,其中 Co-MOFG-O 催化剂在 0.01 A/cm2 下的过电位为 1.644 V(vs. RHE),在半电池衰减实验中的性能优于传统 Ir 催化剂,但尚未开展全电池测试。
受限于 PEM 水电解制氢的酸性环境、阳极高电位、良好导电性等要求,非贵金属催化剂或非金属催化剂的研发难度较大,预计一定时期内实际用于大规模电解槽的催化剂仍以 Ir 为主。未来降低制氢成本、减少贵金属催化剂用量的更好方法是研发超低载量或有序化膜电极。
4.2、隔膜材料
在 PEM 方面,目前常用的产品有杜邦公司 Nafion 系列膜、陶氏化学 Dow 系列膜、旭硝子株式会社 Flemion 系列膜、旭化成株式会社 Aciplex-S 系列膜、德山化学公司 Neosepta-F 等。Giner 公司研发的 DSMTM 膜已经规模化生产,相比 Nafion 膜具有更好的机械性能、更薄的厚度,在功率波动与启停机过程中的尺寸稳定性良好,实际电解池的应用性能较优。
为进一步提高PEM性能并降低成本,一方面可采用增强复合的方案改善 PEM 的机械性能,有利于降低膜的厚度;另一方面,可通过提高成膜的离子传导率来降低膜阻和电解能耗,有利于提高电解槽的整体性能。国产 PEM 产品进入了试用阶段。
4.3、膜电极
PEM 电解水的阳极需要耐酸性环境腐蚀、耐高电位腐蚀,应具有合适的孔洞结构以便气体和水通过。受限于 PEM 电解水的反应条件,PEM 燃料电池中常用的膜电极材料(如碳材料)无法用于水电解阳极。3M 公司研发了纳米结构薄膜(NSTF)电极,阴阳两极分别采用 Ir、Pt 催化剂,载量均为 0.25 mg/cm2 ;在酸性环境及高电位条件下可以稳定工作,表面的棒状阵列结构有利于提高催化剂的表面分散性。Proton 公司采用直接喷雾沉积法来减少催化剂团聚现象,将载量 0.1 mg/cm2 的 Pt/C 和 Ir,载量 0.1 mg/cm2 的 IrO2 沉积在 Nafion117 膜上;单电解池的应用性能与传统高催化剂载量电解池相似(1.8 A·cm–2@2 V),在 2.3 V 电压下稳定工作 500 h。
改善集流器的性能也可提高电解槽性能。美国田纳西大学研究团队在钛薄片上用模板辅助的化学刻蚀法制备出直径小于 1 mm 的小孔,阳极集流器的厚度仅为 25.4 μm;相关集流器用于 PEM 水电解阴极,电解性能为 2 A·cm–2@1.845 V,阴极 Pt 催化剂载量仅为 0.086 m/cm2 。
4.4、双极板
双极板及流场占电解槽成本的比重较大,降低双极板成本是控制电解槽成本的关键。在 PEM 电解槽阳极严苛的工作环境下,若双极板被腐蚀将会导致金属离子浸出,进而污染 PEM,因此常用的双极板保护措施是在表面制备一层防腐涂层。Lettenmeier 等在不锈钢双极板上用真空等离子喷涂方式制备 Ti 层以防止腐蚀,再用磁控溅射方式制备 Pt 层以防止 Ti 氧化引起的导电性降低;进一步研究发现,将 Pt 涂层换成价格更低的 Nb 涂层,可维持相似的电解池性能,且电解池可稳定运行超过 1000 h。美国田纳西大学研究团队采用增材制造技术,在阴极双极板上制作出厚度为 1 mm 的不锈钢材料流场,在上面直接沉积一层厚度为 0.15 mm 的网状气体扩散层;该单电池阴极阻抗极小,电池性能高达 2 A·cm–2@1.715 V,但仍需要表面镀金以提高稳定性。此外,美国橡树岭国家实验室、韩国科学技术研究院等机构也开展了系列化的 PEM 电解槽用双极板研发工作。
4.5、电解槽稳定性
2003 年,Proton 公司完成了 PEM 电解槽持续运行试验(>6×104 h),衰减速率仅为 4 μV/ h。欧洲燃料电池和氢能联合组织提出的 2030 年技术目标,要求电解槽寿命达到 9×104 h,持续工作状态下的衰减速率稳定在 0.4~15 μV/h。许多研究团队着力探索 PEM 电解槽中各部件的衰减机理,发现催化剂和膜的脱落、水流量变化、供水管路腐蚀等会导致欧姆阻抗提高,膜电极结构被破坏后会诱发两侧气体渗透并造成氢气纯度降低,温度 / 压力变化、电流密度和功率负载循环也会影响部件衰减速率。中国科学院大连化学物理研究所对 PEM 电解槽进行了 7800 h 衰减测试,发现污染主要来自于水源和单元组件的金属离子;完成了供水量、电流密度变化对 PEM 电解槽性能的影响分析。法国研究人员建立了 46 kW 电解槽模型,预测了功率波动工况下的工作情况,在温度较高、压力较低时,电解槽效率达到最高并可更好适应功率波动。
在推广应用层面,我国 PEM 电解水制氢技术正在经历从实验室研发向市场化、规模化应用的阶段变化,逐步开展示范工程建设,如国网安徽省电力有限公司的兆瓦级氢能示范工程将于 2021 年年底建成投产。中国科学院大连化学物理研究所、阳光电源股份有限公司共同建立的 PEM 电解水制氢联合实验室,针对 PEM 电解水技术产业化的关键问题,如廉价催化剂的活性与稳定性、膜渗透性、膜电极结构等开展研究攻关;针对双极板、扩散层等,发展高电流密度与高电压条件下的廉价抗腐蚀镀层技术,着力提高电解效率、降低综合成本。
五、氢储运与电解制氢
5.1、氢的储运方式
氢利用的重要前提是将氢的绿色制取与终端用户通过安全可靠、经济便捷的方式联系起来,这就需要解决氢的储运问题。氢的储运方式有高压储氢、液氢、材料储氢、有机化合物储运氢、管道输氢等,其中高压储氢、液氢、管道输氢均需加压氢气,因而具有较高压力的 PEM 电解制氢具有与储氢需求匹配的天然优势。
高压储运氢是中小量用氢的常用方法,在200km距离以内,单辆鱼雷车每天可运输 10 t 氢,包括压缩、存储设备折旧费用在内的综合运费约为 2 元/kg。材料储氢安全性好,但储氢容量低(1%~2%),仅适合原地储氢;若用于运输,运输费用明显过高。有机化合物储运氢的储氢量可达 5%~6%,运输要求与液体燃料类似,到达目的地后需应用脱氢设备进行脱氢处理,脱氢温度约为 200 ℃。日本计划采用甲苯与甲基环己烷的转化过程来进行氢储运,从澳大利亚向本土运氢。
利用现有的天然气管道,将氢气加压后输入,使氢气与天然气混合输送;在用氢端,从管道提取天然气 / 氢气混合气,进行重整制氢,这是快速储运氢的新方向。PEM 电解水制氢的产氢压力通常大于 3.5 MPa,很容易提升至 4 MPa,因而 PEM 电解生产的氢气无需额外的加压过程即可直接注入天然气管网。德国已有天然气管网 20% 混氢的工程案例。法国 GRHYD 项目在 2018 年开始向天然气管网注入含氢气(掺混率为 6%)的天然气,2019 年氢气掺混率达到 20%。英国在 HyDeploy 项目中实施了零碳制氢,2020 年向天然气管网注入氢气(掺混率为 20%),验证了电解制氢注入气体管网的技术可行性。更为理想的情况是新建纯氢管道,欧洲多国启动了输送纯氢管网的初步规划论证,但开工建设尚需时日。
5.2、我国的输氢需求
我国西北地区的风能、太阳能资源丰富,西南地区的水电资源丰富,需要将相应电能输送至作为能源消耗中心的东部地区。我国海上风电资源也比较丰富,是继英国、德国之后的世界第三大海上风电国家,快速发展的海上风电需要接入东部沿海地区电网。利用这些可再生能源电力,通过 PEM 水电解方式获得绿氢,将氢通过油气公司现有的天然气管网输送至全国各地,这为氢的长距离输送、氢能可持续发展提供了新的可行技术方案。适时在管理层面建立 PEM 电解水制氢、输氢的规范和标准,保障氢能产业的健康有序发展。
六、结语
氢气在储能、化工、冶金、分布式发电等领域的推广应用,成为控制温室气体排放、减缓全球温度上升的有效途径之一。坚持氢能绿色利用的初衷,积极发展以 PEM 电解水制氢为代表的绿氢制备技术,实现与可再生能源的融合发展。
PEM 电解水制氢技术具有运行电流密度高、能耗低、产氢压力高、适应可再生能源发电波动、占地紧凑的特点,具备了产业化、规模化发展的基础条件。为此建议:从电催化剂、膜电极、双极板等关键材料与部件方面入手,通过产能提升和技术进步来压降成本,进而支持 PEM 电解制氢综合成本的稳步下降;改善催化剂活性,提高催化剂利用率,有效降低贵金属用量;研发高效传质的电极结构,进一步提高 PEM 电解的运行电流密度;提升双极板的材料性能与表面工艺,在降低成本的同时提高耐蚀性能。
随着我国风、光、水等可再生能源的快速发展,预计电解水制氢技术与应用将进入稳步上升期。为此建议:结合西北、西南、东北、沿海等地区可再生能源丰富的天然禀赋,加大利用可再生能源来进行 PEM 电解水制氢的示范力度;结合商业化推广,全面降低 PEM 电解水制氢的成本,适应可再生能源规模化发展态势;在西北、西南、东北、沿海等地区进行大规模的电解水制氢装备应用,将高压氢掺混后送入天然气管网,用氢地区则从天然气管道中取氢;天然气中的氢浓度为 5%~20% 时用氢地区采用膜分离方法从混合气中提取氢,氢浓度低于 5% 时采用混合气重整制氢方法,由此既不增加 CO2 排放,也具有长距离输氢的技术可实现性。
来源:中国工程科学






